


07/14/2026
The value of a mirror EDM machine goes far beyond simply "producing a mirror finish." The mirror capability is only a basic threshold, merely a surface result reflected by an Ra value. Its co…

07/10/2026
Product OverviewOur Automatic Wire Threading CNC Wire Cut EDM Machine (Medium Speed Wire Cut EDM) is an upgraded version of traditional wire cut EDM, equipped with an independent high-precision AWT sys…
09/22/2025
Wire Cut EDM (Electrical Discharge Machining) refers to a wire EDM machine that uses continuous moving fine metal wire(Molybdenum Wire or Brass Wire) as an electrode, The workpiece is mounted on a C…

09/20/2025
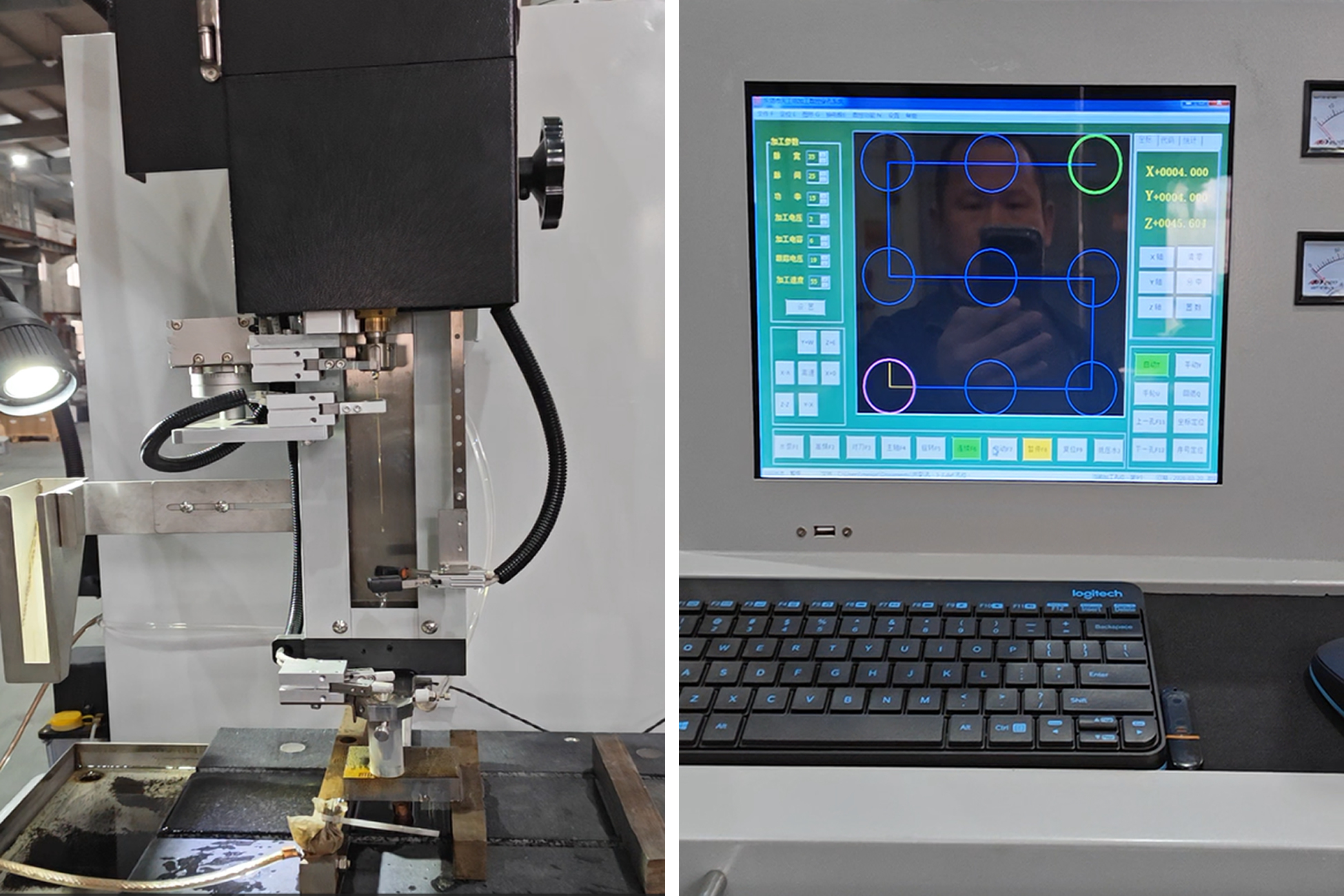
Die sinking EDM machine is used for cavity forming, It is a kind EDM spark erosion machine that utilizes high-frequency power between positive and negative anodes (copper, graphite, steel as electrode …

09/19/2025
Small Hole EDM Drilling Machine High speed small hole drilling machine adopt electrode to drill hole according electrical discharge theory. Is to use the fine metal copper tube (called electrode tube) …

 +86-13825734323
+86-13825734323

 Message
Message 